攜手戴育 共創輝煌
多年專注教育裝備研發與生產
全國咨詢熱線
18916464525
18916464525
攜手戴育 共創輝煌
多年專注教育裝備研發與生產

戴育教儀廠專業生產,我們生產的以高質量而聞名,并且都是經過技術人員長期鉆研的成熟產品,如果教學設備出現問題我們都會在2小時內效應,如有必要,我們也將上門對進行維修。
通過對更為先進、復雜結構模具的拆裝訓練及成型操作,更為全面了解模具的裝配,制造成型工藝,以提高對設計的深入認識。
可以快速將實際感受轉換成設計理念,大大擴展設計思路,并能做出具有工藝性的設計方案。
|
理論教學透明模具模型-冷沖模具 |
|||
|
序號 |
名稱 |
模架規格(mm) |
詳細描述及技術要求 |
|
1 |
沖孔模 |
150x100 |
用模具沿封閉線沖切板料沖下的部分為廢料,封閉線外是產品. 沖壓1橢圓孔,料帶利用擋料銷定位。 |
|
2 |
落料模 |
150x100 |
用沖模沿封閉輪廓曲線沖切,封閉線內是產品,封閉線外是廢料.用于制造各種形狀的平板零件. 沖壓菱形工件,產品尺寸不小于35×30 mm,料帶利用擋料銷定位 |
|
3 |
彎曲模 |
150x100 |
把板材料沿直線彎成各種形狀,可以加工形狀較復雜的零件。 |
|
4 |
拉深模 |
150x100 |
把板材料毛坯成形成各種開口空心工件的模具,此模具帶壓邊裝置,拉深前毛坯套在壓邊圈上依靠外形定位,拉深后冷沖件從凸模上托出,凸凹模都裝有頂出裝置。 |
|
5 |
正裝復合模 |
200x150 |
在模具同一位置上能完成幾個不同的沖裁工序的模具.正裝復合模,它的落料凹模在下模處,凸凹模裝在上模處.不適用于多孔制件的沖裁沖壓菱形工件,料帶利用擋料銷定位。 |
|
6 |
倒裝復合模 |
200x150 |
模具同一位置能完成幾個不同的沖載工序的模具.倒裝復合模,它的落料凹模在上模處,凸凹模裝在下模處,適用于制件平直度要求不高的厚板制件,操作方便.安全,適用于多孔制件的沖裁.沖壓菱形工件,料帶利用擋料銷定位。 |
|
7 |
連續拉深模 |
200x150 |
制品首次拉深無法成形,需要多次拉延的模具。該模具用帶料一端順序拉延,直到最后一次拉延時才將制件由帶料上沖落。 |
|
8 |
極進模 |
200x150 |
多工位級進模是精密高效,長壽命的模具.它適用于冷沖小尺寸,薄料,形狀復雜和大批量生產的冷沖零件. |
|
9 |
V型翻板彎曲模 |
150x100 |
該模具為避免材料滑動,在定模部分高有兩塊翻板。當凸模壓下時,翻板隨材料彎轉,定位板必須與材料接觸,所成型的零件精度較高。 |
|
10 |
圓管沖模 |
150x100 |
該模具需將平坯料一次彎成圓管形零件。定模有兩件活動凹模由頂板托住,當凸模將材料壓下時,模塊相向轉動,將材料彎成圓形。凸模上升時,已彎成圓管零件就套在其上,隨之上升。 |
|
11 |
|
150x100 |
該模具需將平坯一次彎成兩內側角度小于90°的零件。模具定模部分需漉兩?滑塊,平坯放在定位板上,當姸模?降時,平坯先被 彎成∪型 ,凸續繼下降,滑塊開始運動將∪形兩側向內彎成所需角度。 |
|
12 |
兩圓相扣成型沖模 |
200x150 |
該模具成型零件需為兩圓環相扣結構件,模具設有自動下料結構,當模具工作時,首先切斷線材,通過上模原型芯完成單個圓環的成型,將已成型的圓環套于線材再重復一次圓環成型。即完成兩圓相扣成型。該工藝工序少,簡潔實用,沖出的產品接口平整,合格率高,能滿足使用要求。 |
|
理論教學透明模具模型-注塑模具 |
|||
|
序號 |
名稱 |
模枔觶格(mm) |
詳細描述及技術要求 |
|
1 |
大水口模 |
200x200 |
單分型面注塑模是注塑模具中應用最廣泛,最簡單,最典型的一種,構成型腔的一部分在動模上,另一部分在定模上。動模上設有推出裝置,用以推出制件和流道凝料(料把)。 |
|
2 |
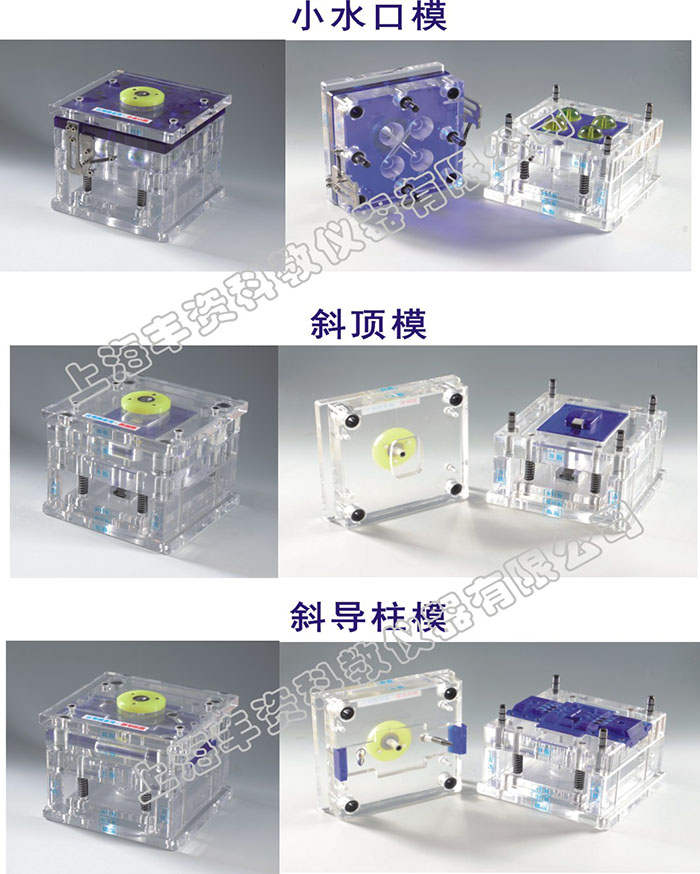
細水口模 |
200x200 |
該模是截面形狀小如針點的澆口,具有提高溶體的剪切速率,提高溶體的流動性,有利于充模,澆口痕跡小、容易修整,澆口位置能較自由地選擇。 |
|
3 |
前模哈夫模
|
200x200 |
兩瓣合垂直分型緦設計合理,運用于側面成型面積大,側孔或側凹較淺且抽拔距離較小的塑件,結柄緰湊、剛性好,抽拔力大。 |
|
4 |
前模行位模 |
200x200 |
塑件對外觀要求高,定模需設置抽芯機構,該模具結構緊湊,剛性強,安全可靠,在大型模具上應用廣泛 |
|
5 |
后模內行位模具 |
200x200 |
塑件對外觀要求高,內壁有凹槽,且不能做斜頂結構方式,定模需設置內抽芯機構,該模具結構緊湊,剛性強,安全可靠,在模具上應用廣泛。 |
|
6 |
潛水口模
|
200x200 |
該模具在開模時,不僅能自動切斷澆口,而且澆口的位置可設在制品的側面,端面和背面等,使制品外表表面無澆口痕跡。采用潛澆口模具結構,可將雙分型面模具結構簡化成單分型面模具結構。一模四腔,分流道于產品自動分離。 |
|
7 |
斜頂模
|
200x200 |
成型內側有凹凸的塑件,加工簡便,結構緊湊,可靠,斜推桿與導向槽配合,當推桿作垂直運動時斜推桿在導向槽的作用下做相對運動,從而完成側抽芯動作。 |
|
8 |
熱流道模
|
200x200 |
熱流道模具在注射模中采用絕熱或加熱的方法,使流道中的塑膠始終保持融溶狀態,因此在開模時只需取出塑料制品,而無流道的模具結構。 |
|
9 |
斜導柱模
|
200x200 |
該結構緊湊,制造方便,動作可靠。它的結構形式是斜導柱與開模方向成一定的夾角,在開模力的作用下,斜導柱與滑塊料孔作相對運動,從而完成側抽芯動作。 |
|
10 |
推板模
|
200x200 |
推板脫模機構在分型面處沿制品周邊將制品推出,適用于大筒制品,薄壁容器及各種罩殼類制品的脫模。其特點推出均勻力量大,運動平穩,制品不易變形,塑件表面無推頂痕跡。 |
|
11 |
旋轉牙紋模 |
200x200 |
成型深螺距,硬質材料帶螺紋的塑件,通過模具內使制品與螺紋型芯或環型產品相對旋轉運動來實現脫模的生產方式。 |
|
12 |
彎管模 |
200x200 |
彎管圓弧內抽芯的模具結構往往是利用齒輪、齒條或連桿等機械結構件,將直線運動轉換為圓周邊運動的結構形式,從而達到圓弧抽芯的目的。 |
|
13 |
頂桿先復位模 |
200x200 |
當側抽芯與推桿出現干涉現象時或放置鑲件不方便時,通過機械構件使頂出系統提前復位的結構。 |
|
14 |
推管模
|
200x200 |
推管模常用于圓筒狀制品的脫模。推管沿整個周邊推頂制品,使制品受力均勻,無推出痕跡。型芯和凹模同時設在動模一側,以便提高制品的同軸度。 |
|
15 |
后模斜抽芯模 |
200x200 |
該模具成型塑料制品內側有斜凹槽,模具采用定模板拉鉤擺桿式順序分型機構,采用推桿推出制品。順序分型的目的是完成側向斜抽芯。 |
|
16 |
鏈條成型模
|
200x200 |
該模采用45°對開分型,行位精確定位.并集點澆口與斜導柱等功能.成型多圓相扣之產品.第一次成型四圓 相扣,成型產品125×26×3mm.通過簡單操作并可兩圓二次相扣,實現鏈條無限延長.是注塑模具中較典型的結構之一。 |
|
17 |
大行位藏小行位模
|
200x200 |
開模時斜導柱帶動大行位內的小行位先形移動,待小行位與膠位分離后,再移動大行位,適合于側邊形狀突出,有較深的凹槽且膠位太薄的塑料制品。 |
|
18 |
爆炸型芯模
|
200x200 |
合模時鑲件沿圓形型芯上的斜導向槽移動,使圓形型芯的的外圍達到閉合狀態。此模具適合于圓形且圓形內部有凹槽的塑膠制品。 |
|
19 |
雙色模
|
200x200 |
模具由一套后模和兩套前模組成,一套前模同共用后模注塑出制品后,再將制品套在共用后模型芯上,用另一套前模和共用后模進行二次注塑,以成型制品表面上不同顏色或材質的膠位。 |
|
20 |
彩色剖面細水口模
|
200x200 |
該模是截面形狀小如針點的澆口,具有提高溶體的剪切速率,提高溶體的流動性,有利于充模,澆口痕跡小、容易修整,澆口位置能較自由地選擇。 |
友情提示:
1、貨品驗收:您收貨時請檢查貨品外觀,核實的數量及配件,拒收處于受損狀態的;
2、質保:戴育教儀廠將為您提供售后服務內的質保條件和質保期,在質保范圍內提供對的免費維修,超出條件承諾時提供對的有償維修;
3、貨期:的發貨期為參考值,如您需要了解的精確貨期,請與戴育教儀廠的銷售人員聯系;
4、如您對有任何疑問,請致電:15221333755 ,我們將由專業人士為您解答相關的咨詢。
本文原址:http://www.ulyg.cn/mjxl/41.html


戴育教儀廠移動站
地 址:上海市松江區九亭鎮(上海久富經濟開發區) 潮富路118號 聯系電話:18916464525 郵箱:[email protected]
Copyright ? 2006 上海戴育科教儀器設備有限公司 All Rights Reserved 備案號:滬ICP備19005175號
![]()











